
The development of the refrigeration industry and environmental requirements have caused natural refrigerants such as ammonia to gain importance. In this article, we discuss the characteristics of ammonia, health and safety principles, and present the practical use of ammonia in ammonia refrigeration installations by our long-time customer and key supplier in the ammonia refrigeration industry – GEA Refrigeration Poland Ltd.
Ammonia is formed by the synthesis of nitrogen and hydrogen. This inorganic chemical compound in nature is formed as a product of the putrefaction of protein substances. In industry, it is obtained using the Haber-Bosch method by synthesizing nitrogen and hydrogen on iron catalysts.
Ammonia consists of one nitrogen molecule and three hydrogen molecules
colorless gas
strongly alkaline reaction
has a peculiar, pungent odor
easily soluble in water
flammable, burns with a characteristic yellow flame
chemically active
boiling point -33.4°C
entering into chemical reactions with acids, forms ammonium salts, and with chemically active metals – amides
lighter than air – accumulates in the upper parts of rooms
The use of ammonia is very wide, it is used by many industries. The first association is artificial fertilizers, but this is not the only industry in which it is used. It is also used in the production of explosives or synthetic fabrics. In addition, its favorable thermodynamic properties make it possible to use ammonia as a refrigerant for cooling systems, for example in food and beverage industry.
Refrigerant grade anhydrous ammonia is used as a refrigerant because of its properties:
High energy efficiency: Ammonia is very energy-efficient refrigerant. For example, 1 kg of ammonia is able to absorb 1347 kJ in the evaporation process, when 1 kg of Freon R22 absorbs only 222 kJ.
Environment: Ammonia has the least impact on the destruction of the ozone layer and the environment of all refrigerants known to date. This gives confidence that installations using ammonia will not be subject to the restrictions to which synthetic refrigerants are subject.
Price of ammonia: The price of one kilogram of ammonia is much lower than the price of one kilogram of chemical refrigerant (freon) – about a hundredfold difference in price. In addition, ammonia in the liquid phase (liquid refrigerant) has a much lower density than chemical refrigerants.
Smaller pipe diameter: Ammonia requires smaller diameter discharge and suction pipes compared to chemical refrigerants.
Heat transfer: This is one of the most important advantages of ammonia. Ammonia has a much higher heat energy transfer compared to chemical agents. This causes ammonia heat exchangers to have a much smaller heat transfer surface area than heat exchangers for chemical refrigerants.
In accordance with EU Regulation 517/2014 on so-called F - gases, the thresholds determining the frequency of inspection of refrigeration equipment have changed. In this regulation, the filling volume is determined using CO2 equivalent and is defined as follows:
5 to 50 tons of CO2 equivalent: at least once every 12 months, or at least once every 24 months if they have a leak detection system installed. The exception is hermetically sealed equipment containing F-gases in an amount of less than 10 tons of CO2 equivalent – if labeled as hermetically sealed, they are not subject to leak checks;
50 to 500 tons of CO2 equivalent: at least once every 6 months, or at least once every 12 months if they have a leak detection system installed;
more than 500 tons of CO2 equivalent: at least once every three months, or at least once every six months if they have a leak detection system installed.
Mandatory F-gas regulations have banned the use of R22 refrigerant since January 1, 2015. By 2018, the industry was also obliged to reduce the total amount of F-gases consumed by 37%. The target for 2030 is to reduce the production level of F - gases to 21% of the 2015 value, as a target release limit.
The refrigerant R404A has already been banned since 2020. On top of all this tightening, there will be additional requirements for leakage control systems and stricter inspection regimes for installations. It is economically unjustifiable to invest in refrigeration systems based on F - gases, especially since all the regulations are not yet known. For industrial refrigeration plants, ammonia based refrigeration system remains the only sensible alternative.
Ammonia refrigeration systems has quite simple work of operation. Liquid ammonia passes from the tank to the separator. There it is then subjected to the processes of clumping and dehermetization. In the next step, ammonia refrigerant passes through a throttle where it mixes with hot, gaseous ammonia and reduces its temperature. It absorbs the heat of the water, which flows through the evaporator and transforms into a gaseous state. The refrigeration cycle repeats, sustaining cooling process.
B – ammonia leak detection site
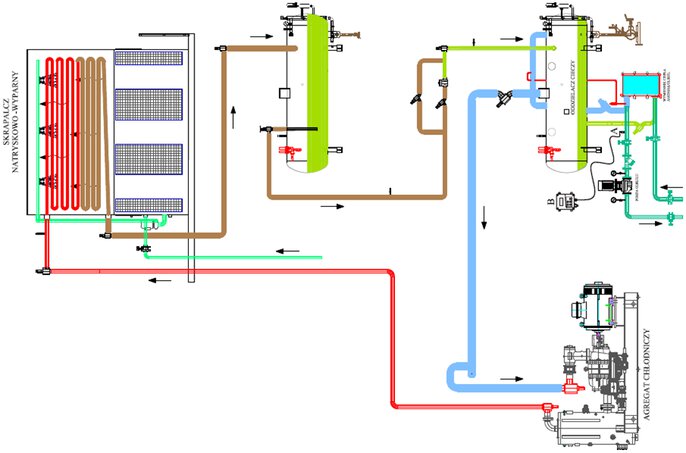
Diagram of a typical ammonia refrigeration system
The safety of ammonia refrigeration systems is not only the effective protection of industrial facilities, but, above all, the protection of human health and life.
In this article we will present the requirements for the safety of the technological installation itself. To ensure the proper operation and operation of the installation, it is necessary to maintain the Installation Operation Log. Proper entries in the logbook should include, among other things:
the date on which maintenance/repair work was carried out, including maintenance activities to ensure proper NH3 detection on the secondary side of the installation
a detailed description of the work carried out
data of persons performing the activities
data and name of the company carrying out service/repair activities
Detailed requirements for the above-mentioned provisions are specified in PN-EN-378-4 standard.
Relevant information on ammonia is also contained in. Ordinance of the Minister of Labor and Social Policy of November 29, 2002 on the maximum permissible concentrations and intensities of harmful factors for health in the workplace (Dz.U.2002.217.1833).
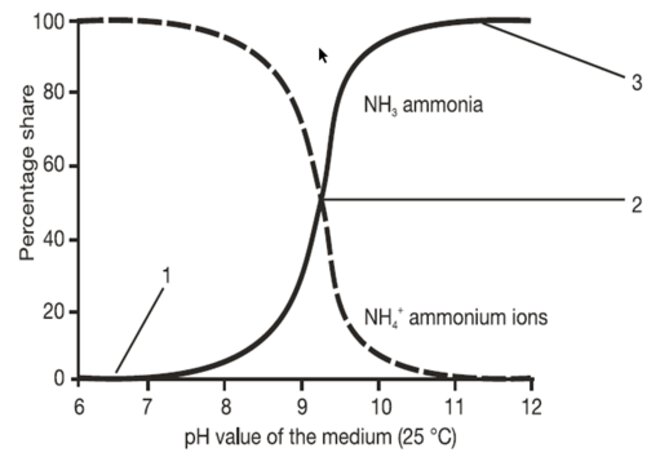
A limitation in the use of R717 is the effect on metals. While anhydrous ammonia and its aqueous solutions have no effect on iron and its alloys, soggy ammonia reacts with zinc, copper and its alloys. This is particularly important in the design of refrigeration secondary circuits. This is why we use ammonia detection in the secondary circuit in ammonia-based solutions.
Operating conditions for the sensor
We want to show you the experience of JUMO Sp. z o.o.'s long-standing cooperation with a key supplier in the ammonia refrigeration industry – GEA Refrigeration Poland Sp. z o.o.

JUMO detection system in the ammonia refrigeration plant of GEA Refrigeration Poland Ltd.

A JUMO AQUIS 500 pH ammonia value transmitter is visible on the metal bar, and a JUMO ammonia detector is on the pipe in the fitting.
Servicing the ammonia detector is a relatively simple operation, but it is recommended that it be performed by an authorized service center or people trained to do so. It is good practice to service the detector at each semi-annual inspection of the plant. Ammonia sensor can be used in the temperature range from - 8 ... + 30 ℃. There are also solutions for temperatures in the range: -55 ... +30 ℃. The ammonia sensor should be installed in a non-pressurized system, such as a by-pass when using conventional fittings. For more demanding installations, self-sealing fittings with a double chamber are used to allow the detector to be installed in a pressure system of 2 ... 3 bar (max. 6 bar). This is the recommended practice.

Ammonia leak detection electrode
The fitting allows the ammonia detector to be removed from the system without interrupting the operation of the system, and protects the sensor from pressure damage. The medium itself should be clean, free of solids, oils, etc. If necessary, filters should be used.

Fittings for ammonia sensor
With the current popularization of ammonia technology and the benefits and challenges of using this technology, the use of ammonia for cooling seems to be the most economical solutoion. It is important to keep in mind the operating requirements of this type of system, including its secondary side. Negligence on the secondary side can result in large financial losses and downtime of the entire plant. To ensure many years of safe and optimal operation of the installation, remember to service ammonia freezer regularly.

